

Plan Smarter in Simple Steps
With full control and zero manual rework.
How It Works
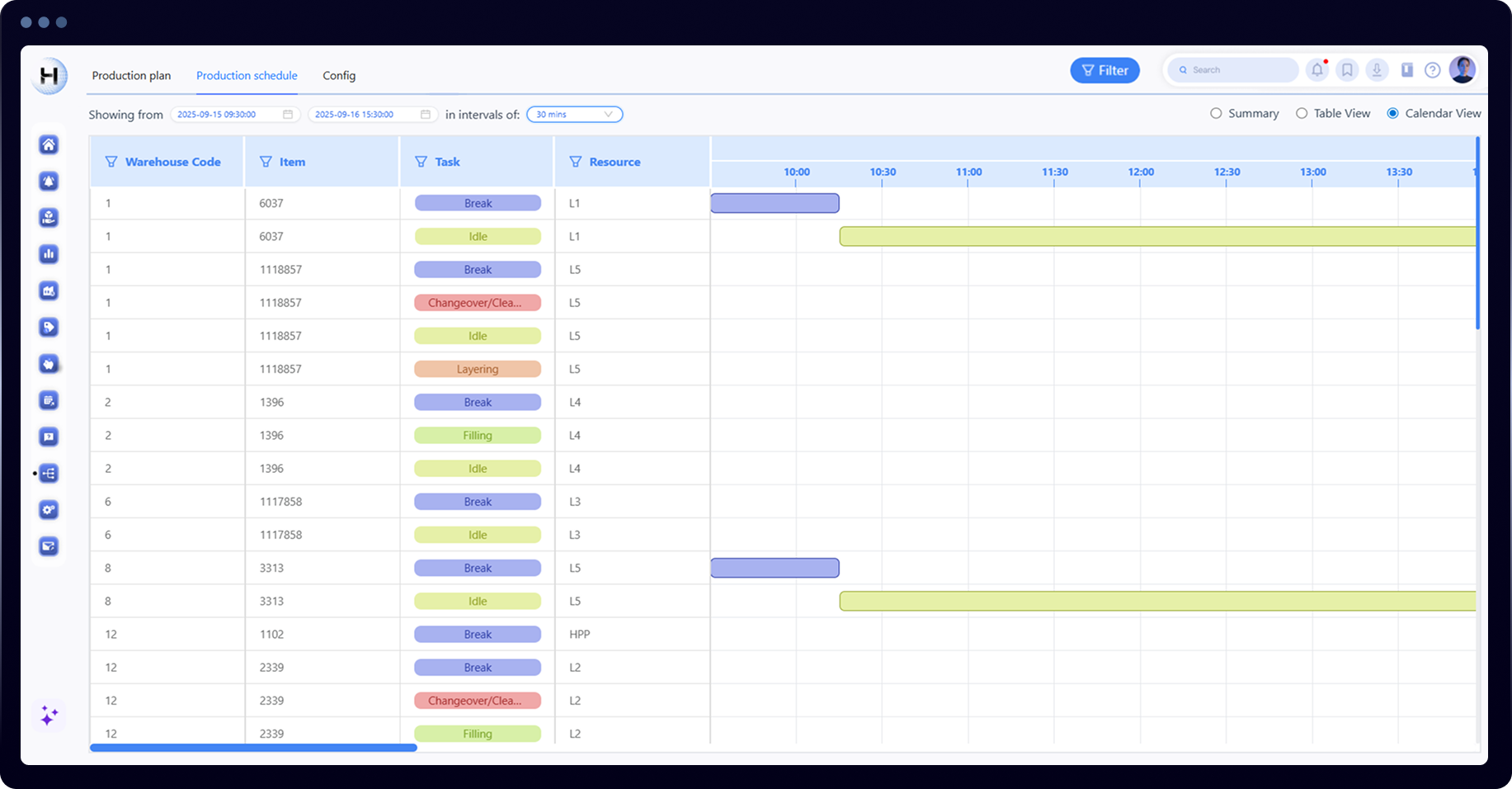
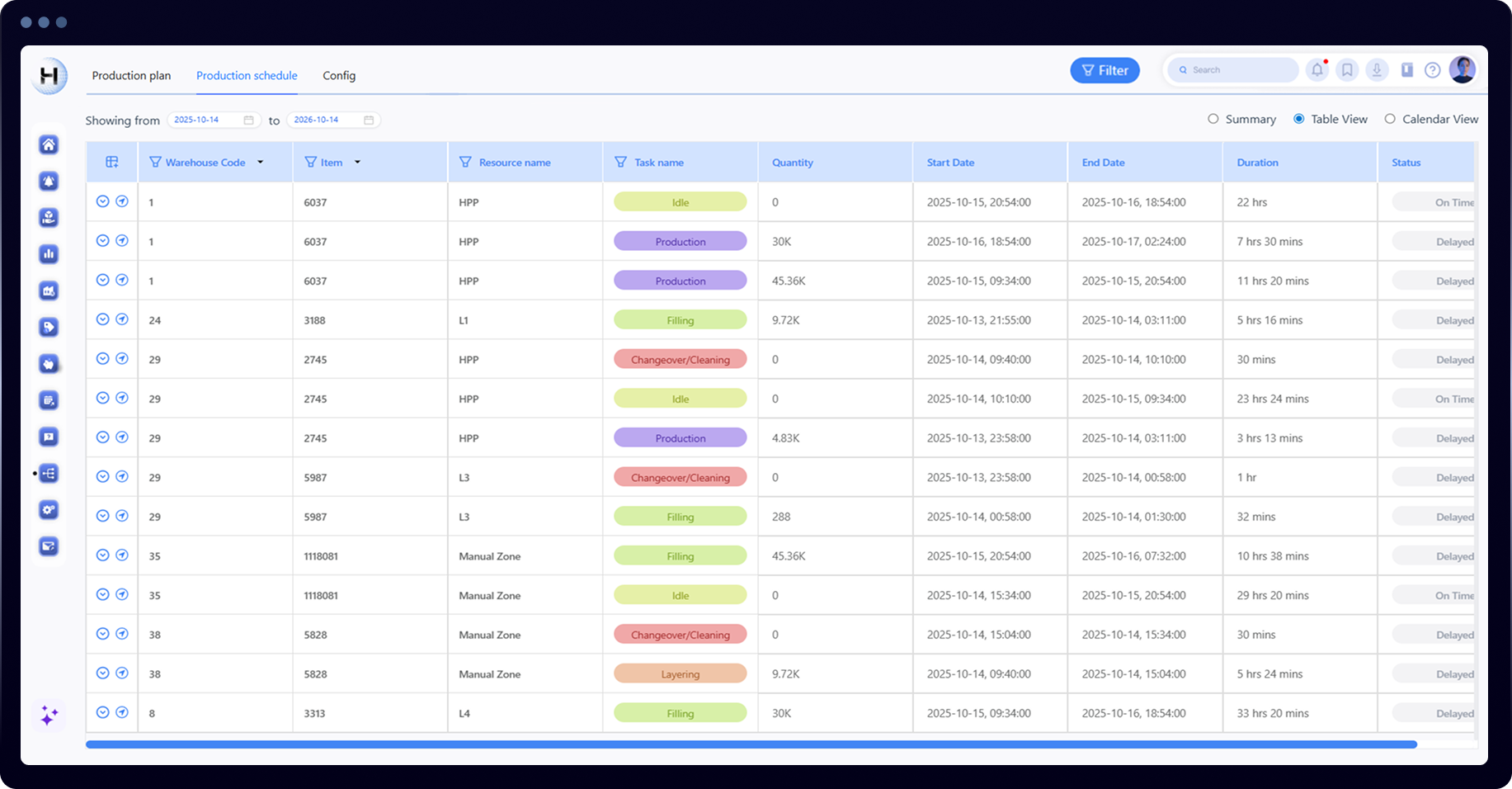
Horizon Production Scheduling
From insights to details— everything flows smarter.
.svg)
Automatic sequence optimization

Minimize setup, cleaning, and changeover time with AI-driven sequencing.
.svg)
Finite scheduling logic
Respect real-world constraints like shifts, maintenance, and available resources.
.svg)
Dynamic adjustments
Change constraints or tasks and recalculate schedules instantly.
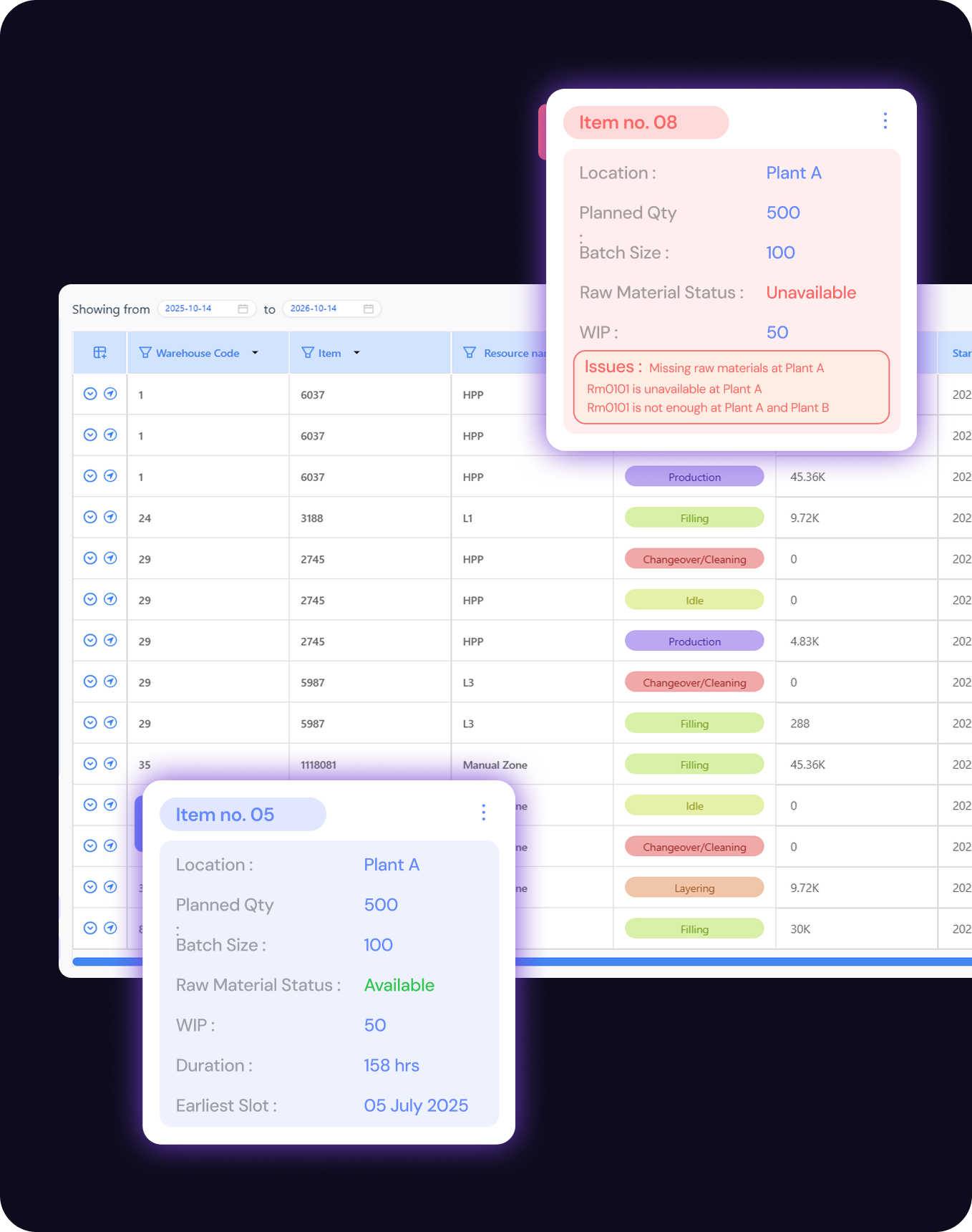
Order and task visibility
See all jobs, dependencies, and priorities in one calendar view.
Scenario comparison
Compare alternative sequences and pick the plan with best throughput.

Real-time updates
Stay in sync as demand or capacity change — schedules adjust automatically.
Intelligent Scheduling, Made Practical
Designed for planners who need speed, clarity, and control.
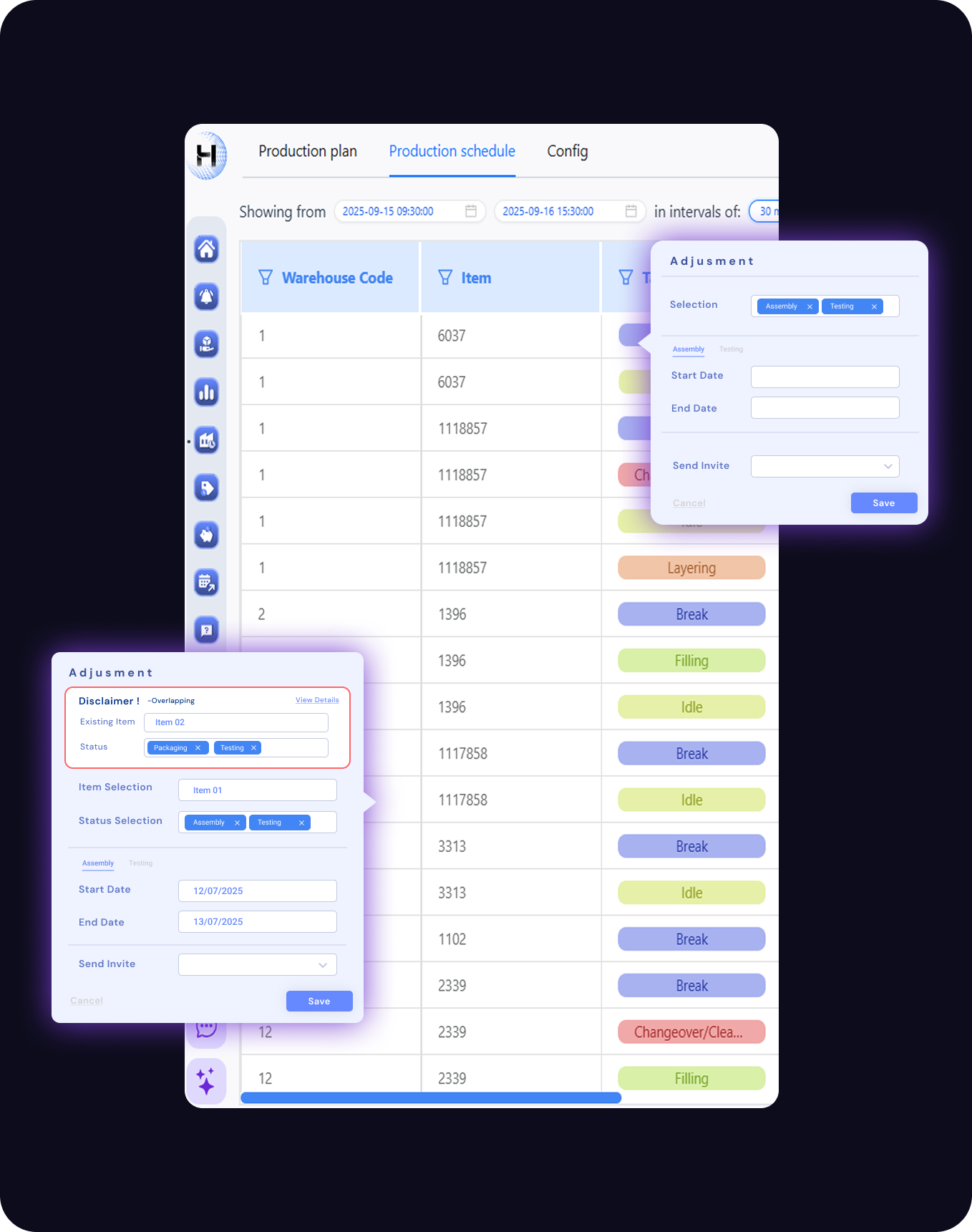
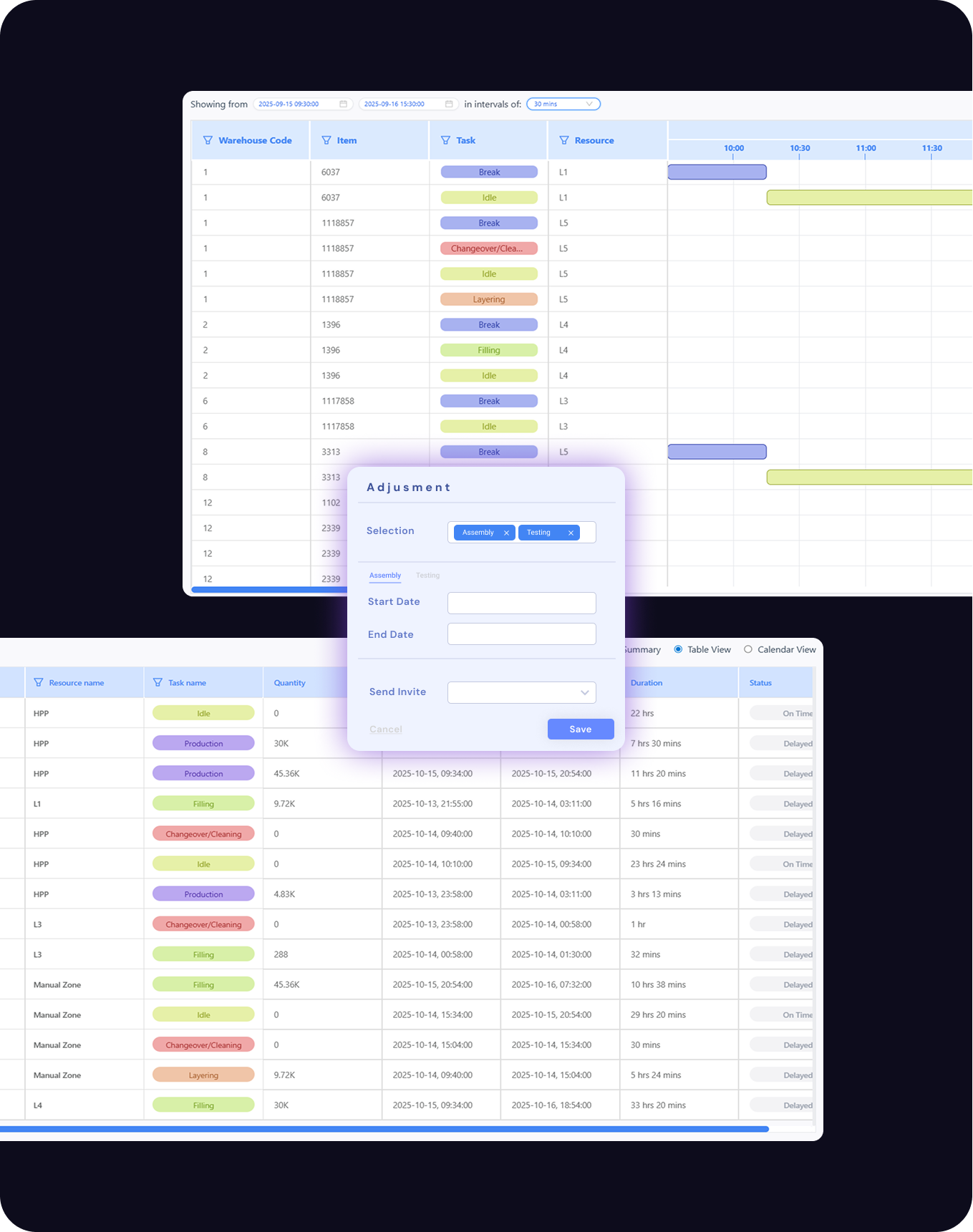



Flexible Production Scheduling
Edit production calendars with ease and respond instantly to disruptions. Make quick schedule adjustments when delays, shortages, or priority changes arise, without rebuilding the entire plan.


Real-Time Schedule Control
Update tasks, shift timelines, and reassign work directly from the schedule view. Keep production aligned by making informed changes as conditions evolve on the shop floor.


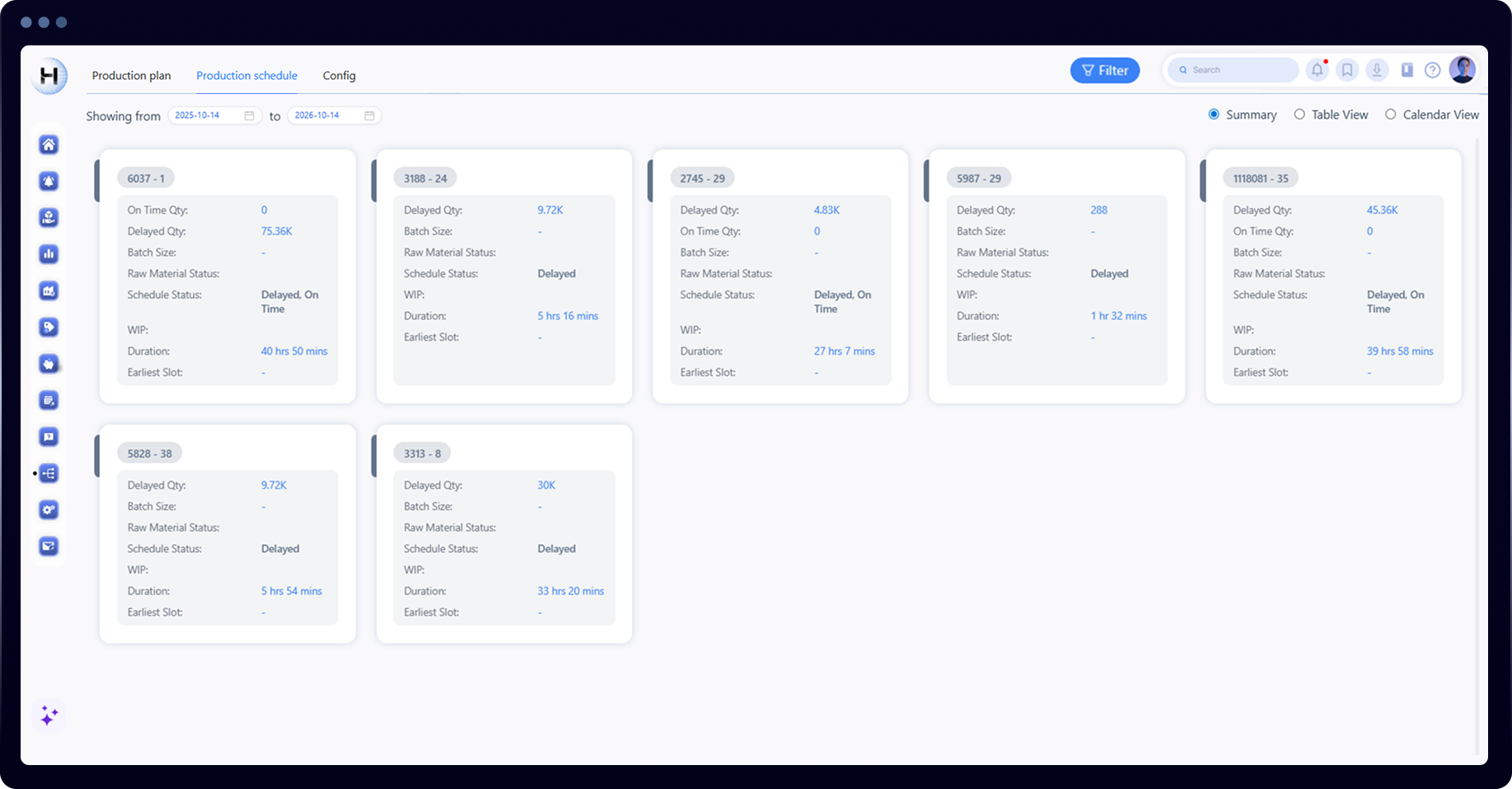
Line-Level Summary & Visibility
View a clear summary of items scheduled on each production line. Track workload, sequencing, and capacity at a glance to ensure balanced utilization and on-time execution.
Next-Gen Planning
Smarter features, built for planners
Detailed summaries and calendar views.

Planner's Voices
What planning leaders say
Real experiences from planners and leaders.
"Impressed by the knowledge and fast results of Horizon.
Together we turned plans into action in no time."
Together we turned plans into action in no time."

Olivier Van Hoef –
Supply chain manager at Ahrend
Supply chain manager at Ahrend
"After 40+ years of implementing different planning tools, Horizon is by far the easiest to set up and adapt. It combines strong models with a flexibility we haven’t seen elsewhere."

Alex Young –
Director at Demand Integration
Director at Demand Integration
“What stood out was how quickly our team could use Horizon and how easily it was integrated with our current systems: the planning team saw the impact on their day-to-day immediately, and it improved collaboration and decision-making from a management perspective.”

Siddhant Bhalinge –
CEO at Ugaoo
CEO at Ugaoo
FAQ
Frequently Asked Questions
Find quick answers to the most common questions about our trading dashboard.
How does Production scheduling help manufacturers manage day-to-day operations efficiently?
Production scheduling takes your master production plan and turns it into a precise, hour-by-hour execution roadmap.
It answers critical questions like:
Which machine will run which batch?
Which operator or workstation will handle each job?
When exactly will each order start and finish?
Unlike high-level planning, detailed scheduling focuses on real-time shop-floor realities machine availability, shift timings, setup durations, and urgent order priorities.
When done right, it keeps your production lines synchronized, avoids idle time, and ensures every order moves through the system smoothly bridging the gap between strategy and execution.
It answers critical questions like:
Which machine will run which batch?
Which operator or workstation will handle each job?
When exactly will each order start and finish?
Unlike high-level planning, detailed scheduling focuses on real-time shop-floor realities machine availability, shift timings, setup durations, and urgent order priorities.
When done right, it keeps your production lines synchronized, avoids idle time, and ensures every order moves through the system smoothly bridging the gap between strategy and execution.
How are AI and Machine Learning enhancing Production scheduling?
AI doesn’t replace your production scheduler it amplifies decision-making by turning complex factory data into actionable insights.
Here’s how AI and ML help in real-world scheduling:
Automating rule setup: Translating business rules and capacity limits into optimization parameters.
Predicting downtime: Forecasting machine failures or maintenance needs using historical data.
Spotting inefficiencies: Identifying hidden delays, over-allocations, or suboptimal sequencing.
Still, the core of production scheduling relies on Finite Capacity Scheduling (FCS) and Mixed-Integer Programming (MIP)mathematical engines that ensure every constraint is met.
Think of AI as your co-planner: it predicts and advises, while optimization models execute and balance the schedule."
Here’s how AI and ML help in real-world scheduling:
Automating rule setup: Translating business rules and capacity limits into optimization parameters.
Predicting downtime: Forecasting machine failures or maintenance needs using historical data.
Spotting inefficiencies: Identifying hidden delays, over-allocations, or suboptimal sequencing.
Still, the core of production scheduling relies on Finite Capacity Scheduling (FCS) and Mixed-Integer Programming (MIP)mathematical engines that ensure every constraint is met.
Think of AI as your co-planner: it predicts and advises, while optimization models execute and balance the schedule."
What real-world constraints should planners consider when creating a Production schedule?
A detailed schedule is only as good as the constraints it respects. Every factory runs under limits time, labor, machines, and materials and ignoring any of them leads to chaos on the shop floor.
Key constraints include:
Machine availability & setup times: Minimizing changeovers and ensuring machines are ready when needed.
Labor & shifts: Matching the right skills to the right job within available working hours.
Material readiness: Aligning production starts with material arrivals to avoid stop pages.
Process dependencies: Sequencing steps logically for example, coating or packaging only after prior steps are done.
Order priorities: Managing urgent and high-value orders without delaying standard production.
Regulatory & quality checks: Factoring in inspection times and compliance requirements.
A robust finite capacity schedule brings all these elements together dynamically ensuring every plan is realistic, executable, and conflict-free.
Key constraints include:
Machine availability & setup times: Minimizing changeovers and ensuring machines are ready when needed.
Labor & shifts: Matching the right skills to the right job within available working hours.
Material readiness: Aligning production starts with material arrivals to avoid stop pages.
Process dependencies: Sequencing steps logically for example, coating or packaging only after prior steps are done.
Order priorities: Managing urgent and high-value orders without delaying standard production.
Regulatory & quality checks: Factoring in inspection times and compliance requirements.
A robust finite capacity schedule brings all these elements together dynamically ensuring every plan is realistic, executable, and conflict-free.
How does production scheduling software simplify Production scheduling for planners?
Modern production scheduling software transforms complex shop-floor decisions into a visual, automated process saving planners hours of manual rework.
It supports detailed scheduling by:
Balancing constraints automatically: Ensuring production fits within available machines, labor, and materials.
Scenario simulation: Allowing planners to test different plans and instantly see the impact.
Sequence optimization: Reducing changeovers and setup losses between batches.
Real-time adjustments: Dynamically reshuffling tasks when breakdowns or rush orders occur.
Instead of manually adjusting spreadsheets, the software recalculates the entire plan giving planners a real-time, data-driven control tower for factory operations.
It supports detailed scheduling by:
Balancing constraints automatically: Ensuring production fits within available machines, labor, and materials.
Scenario simulation: Allowing planners to test different plans and instantly see the impact.
Sequence optimization: Reducing changeovers and setup losses between batches.
Real-time adjustments: Dynamically reshuffling tasks when breakdowns or rush orders occur.
Instead of manually adjusting spreadsheets, the software recalculates the entire plan giving planners a real-time, data-driven control tower for factory operations.
How does Horizon’s Production Scheduling module empower modern manufacturing teams?
Horizon’s Production Scheduling module is built for manufacturers who need speed, flexibility, and precision on the shop floor.
Here’s what makes it stand out:
Built-in Finite Capacity Scheduling (FCS): Plans that fully respect machine, labor, and material limits.
Custom constraint modeling: Capture your plant’s unique rules from cleaning cycles to supplier delays.
Live schedule adjustments: Make quick edits and instantly rebalance the rest of the plan.
Integration with master planning: Connect long-term production goals with daily operational execution.
With Horizon, planners stay in full control while benefiting from AI-assisted automation, real-time insights, and end-to-end synchronization making production more predictable, efficient, and profitable.
Here’s what makes it stand out:
Built-in Finite Capacity Scheduling (FCS): Plans that fully respect machine, labor, and material limits.
Custom constraint modeling: Capture your plant’s unique rules from cleaning cycles to supplier delays.
Live schedule adjustments: Make quick edits and instantly rebalance the rest of the plan.
Integration with master planning: Connect long-term production goals with daily operational execution.
With Horizon, planners stay in full control while benefiting from AI-assisted automation, real-time insights, and end-to-end synchronization making production more predictable, efficient, and profitable.
Learn more about Demand Planning
Horizon Solutions empowers you to plan smarter, stay in control, and drive confident supply-chain decisions.

© 2026 Horizon Solutions. All rights reserved.